


Some domestic customers of chemical hose pumps are still not very familiar. Peristaltic pumps began in the middle of the last century. After decades of development, they have gradually developed from laboratory low-pressure peristaltic pumps to high-pressure peristaltic pumps used in industrial fields. Flow rates also range from milliliters per hour to tens of cubic hours per hour. It is also known and familiar to more and more customers.

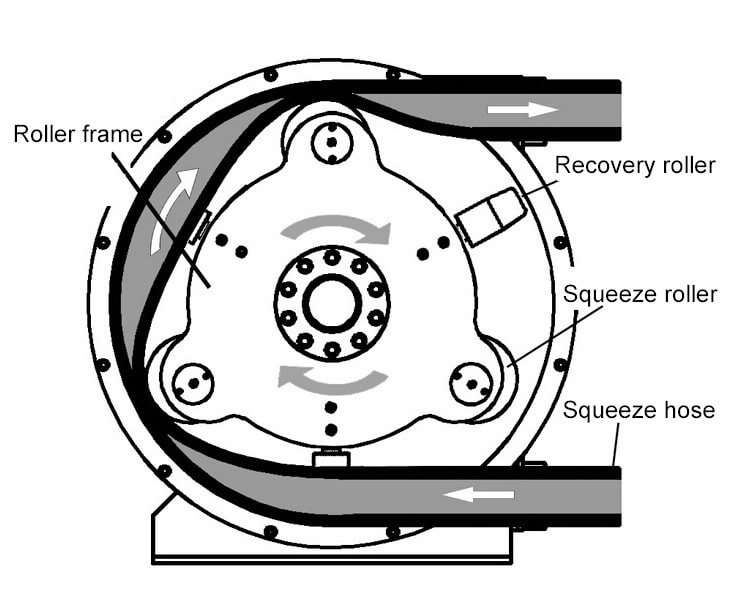
Chemical hose pump process introduction
Using traditional physicochemical or biological methods to treat landfill leachate is not only ineffective and difficult to meet the standards, but also has a large area and long completion time. If MBR (including nanofiltration, reverse osmosis, etc.) is used, That is, membrane + biochemical combination) process, there will be various problems such as high investment, complicated process, high operating costs, secondary pollution caused by the concentrated solution after treatment, and so on.
In developed countries, chemical hose pumps have generally adopted back-injection technology for the treatment of leachate in waste incineration power plants. The main advantages of this technology include:
1. The landfill leachate can be fully decomposed and treated, or the concentrated liquid produced by other treatment methods can be further processed to avoid secondary pollution;
2. Low construction, operation and maintenance costs, high degree of automatic control and easy operation;
3. Due to the use of atomized spray, the leachate is uniformly evaporated in the furnace, which ensures the combustion conditions and does not cause pollution to the power plant.

Reasons for choosing a chemical hose pump:
Customers have positively evaluated the use of chemical hose pumps in this process. They believe that chemical hose pumps are more suitable for use in other applications than positive displacement pumps. In this case, they have the following advantages:
(1) Fewer vulnerable parts, low failure rate and easy maintenance. In terms of economic benefits, the only component replaced is the hose, which minimizes the customer's use cost and maintenance cost.
(2) Dry transfer. This is also the biggest feature of chemical hose pumps. When there is no medium suction at the inlet end, the pump itself will not be damaged. It is especially suitable for the occasions they require because there is no staff to look after them.
(3) It can transport media with high solid content and high abrasion. For chemical hose pumps that can deliver up to 80% solids, the maximum viscosity can be delivered to 50,000 cps. These do not pose any problems for the highly abrasive particles in the landfill leachate.
(4) High self-suction. Compared with other types of positive displacement pumps, the theoretical self-priming height can reach 9.5m. Generally, the leachate is in a liquid storage tank. A high self-priming pump is required to suck up the leachate and then transfer it to a filter or an incinerator.
(5) After installing the frequency conversion motor, the working frequency of the motor can be easily adjusted according to the actual amount of landfill leachate to be processed, and the linear change of flow can be achieved. The operation of the entire landfill leachate back spraying system is simple and highly automated.
(6) The inside of the pump chamber is easy to clean. When conveying is not needed, the bypass line at the inlet and outlet can be opened to clean the inside of the hose and prolong the service life of the hose.